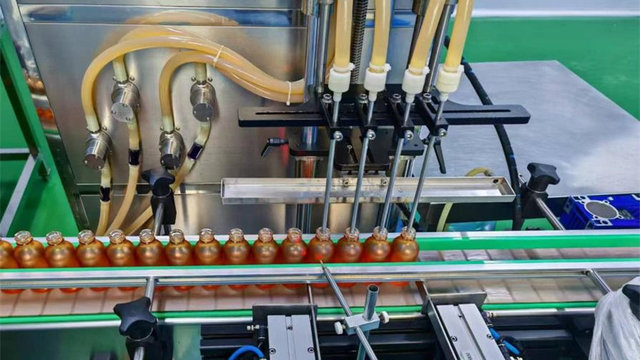
Factories are now utilizing "Cold-Press" and "Low-Temperature Enzymatic" extraction. This ensures that the amino acid profile remains intact while reaching protein concentrations of up to 90% (Rice Protein Isolate).
The trend is shifting toward USDA Organic and EU Organic certifications. Consumers demand "Clean Labels" with no chemical solvents like Hexane used in the manufacturing process.
Modern factories are integrating rice protein production with rice starch and rice syrup manufacturing, creating a zero-waste industrial loop that reduces environmental impact.
Complies with international standards such as GMP, ISO, and HACCP. We ensure high purity, stability, and bioavailability of all rice protein and amino acid ingredients.
We provide customization services tailored to diverse formulation needs in sports nutrition and dietary supplements, supporting global brands with proprietary blends.
Our products are exported to markets across Europe, North America, and Asia, serving as a backbone for next-generation health and wellness products.



Heavy focus on "Vegan Sports Nutrition." Our 80% Organic Rice Protein is used in keto-friendly meal replacements and post-workout recover drinks.
Emphasis on non-GMO and sustainable sourcing. Our rice protein is a staple in the growing "Meat-Free" burger and sausage manufacturing industry.
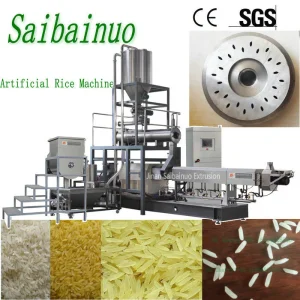
Used extensively in "Fortified Foods" and instant nutritional porridges. Our artificial rice production lines enable the creation of protein-enriched grains.
By controlling the entire supply chain—from extraction to spray-drying—we offer direct factory pricing that significantly reduces the overhead for international brands.
Our production lines are equipped to handle bulk orders ranging from 1 ton to hundreds of tons, with specialized R&D teams for custom formulation adjustments.
Located in Shenzhen, we leverage one of the world's most efficient shipping hubs, ensuring shorter lead times and lower freight costs for global logistics.