

1 / 5
Embrace the pinnacle of nutritional enhancement with our hotselling, high-quality premix vitamin mineral blend, specifically crafted for fortified rice. Proudly produced in a state-of-the-art GMP-certified facility, this food additive represents the zenith of compound nutritional fortification.
| Vitamin Premix | Vitamin B Premix | Minerals Premix | VA\VD3 Premix | Capsules Vitamin Premix |
| Dietary Supplement | Vitamin Gummies Premix | Tablet Vitamin Premix | Noodle Vitamin Premix | Fortified Rice Premix |
| Beverage Premix | Candy Vitamin Premix | Sport Nutrition Premix | Energy Drinks Premix | Mineral Beverages Premix |
| Infant Formula Premix | Sprinkling Agent Premix | Medical Formula Premix | Biscuit Vitamin Premix | Fortified Cooking Oil |


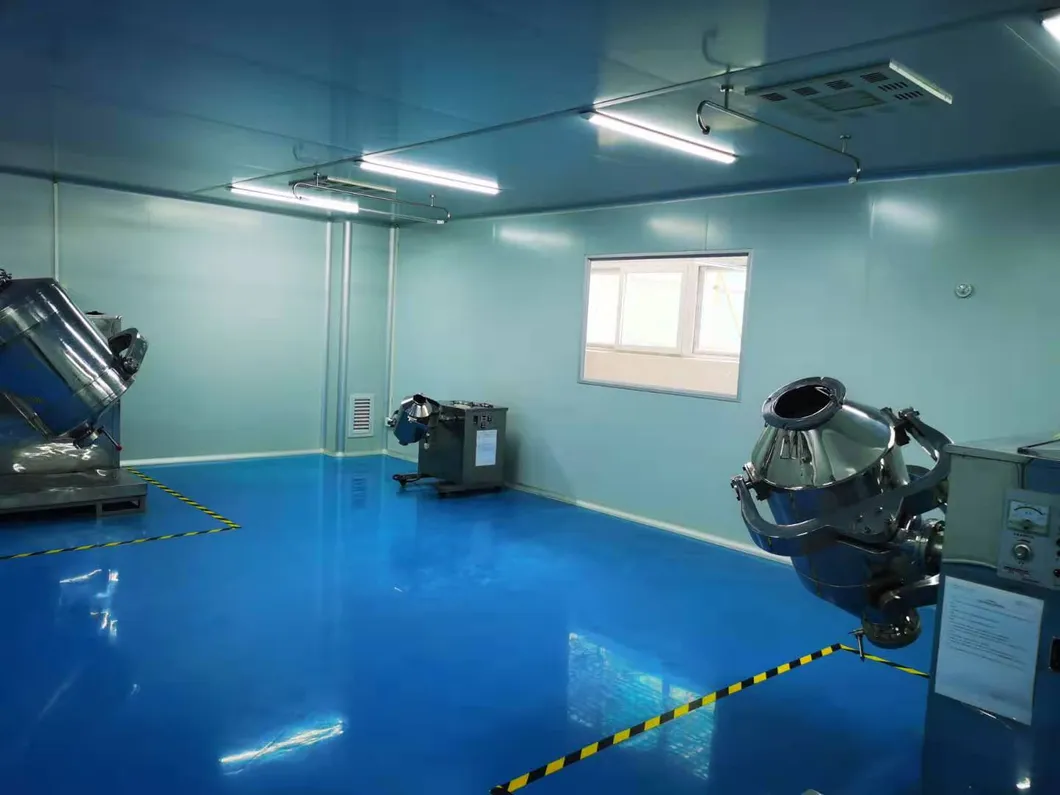
Our pioneering 100,000-level clean production facility is GMP-certified. Secured as a leading compound nutritional fortifier production license holder, we have achieved ISO9001-2008 and GB/T22000-2006 certifications, alongside HACCP compliance. Our sophisticated automated systems guarantee precise, unmanned premix operations.
1. Advanced Production Automation: Precision of 0.01 grams in weighing and unloading, guaranteeing unmatched accuracy.
2. Rich Industry Expertise: Over 27 years in nutrition and 16 years of production mastery with stepwise dilution for uniformity.
3. Quality Raw Materials: Sourcing premium vitamins from renowned global firms to ensure superior quality.
4. Comprehensive Testing: Equipped with WATERS (USA) and Shimadzu (Japan) high-performance liquid chromatography.
5. Expedited Delivery: Production and testing completed within 5 days, samples released within 2 days.