


1 / 5
Hotselling High Quality Premix Vitamin Mineral for Food for Special Medical Formula - Food Additive
| Vitamin Premix | Vitamin B Premix | Minerals Premix | VA/VD3 Premix | Capsules Vitamin Premix |
| Dietary Supplement Vitamin Premix | Vitamin Gummies Vitamin Premix | Tablet Vitamin Premix | Noodle Vitamin Premix | Fortified Rice Vitamin Premix |
| Beverage Vitamin Premix | Candy Vitamin Premix | Sport Nutrition Food Vitamin Premix | Energy Drinks Vitamin Premix | Mineral Beverages Vitamin Premix |
| Infant Formula Vitamin Premix | Sprinkling Agent Vitamin Premix | Medical Formula Vitamin Premix | Biscuit Vitamin Premix | Fortified Cooking Oil Vitamin Premix |

Vitamins include: Vitamin A, Vitamin B group, Vitamin C, Vitamin D, Vitamin E, Vitamin K, and Folic Acid.

We operate a 100,000 level clean production workshop which meets GMP certification. We are the first in South China to obtain a production license for compound nutritional fortifiers and have passed ISO9001, GB/T22000, and HACCP certifications.
Our intelligent automatic weighing and feeding systems ensure accuracy and unmanned operation of premixed materials.


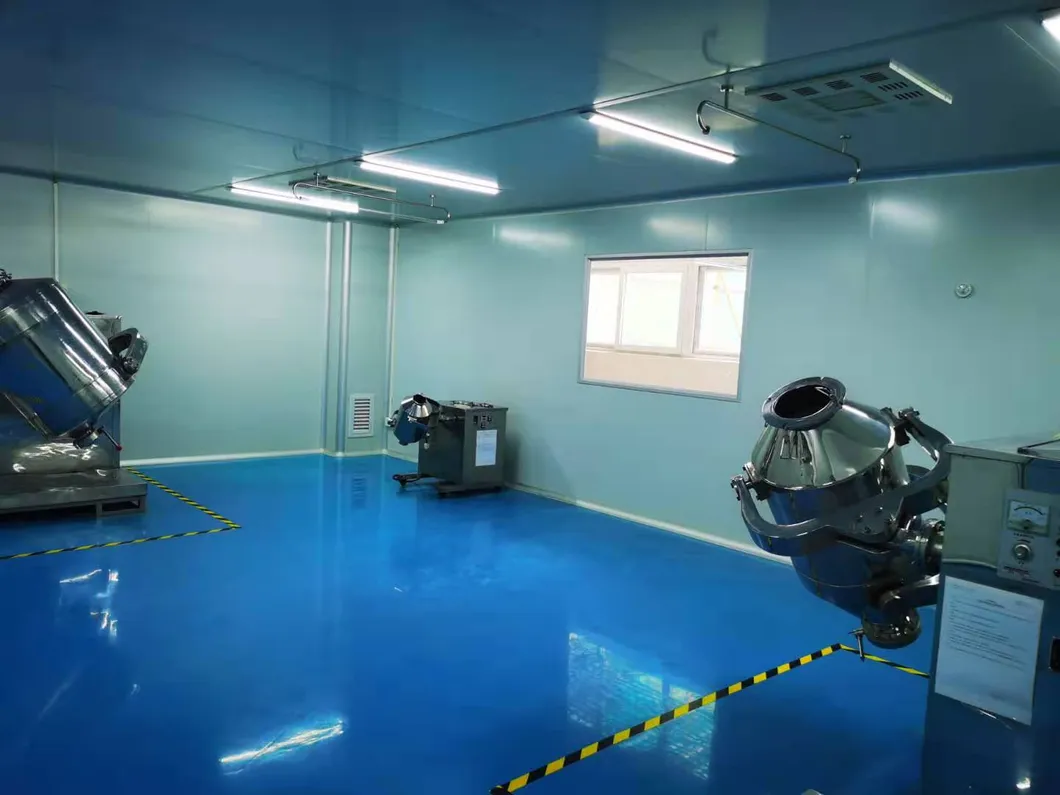

A1: We are a manufacturer with two factories and 200 employees. Our total factory area exceeds 60,000 square meters, including a 100,000 level clean workshop.
A2: Usually it takes 25-45 days, depending on the specific product and customization requirements.
A3: Each product has its own specific MOQ. Please contact us with your specific requirements for more details.
A4: Yes, we have over 1,000 OEM production experiences and provide professional customized formulas, flavors, colors, and packaging.
A5: Yes, we can produce small samples before mass production according to your needs (fees may apply).
A6: We perform pre-production sample checks, utilize advanced testing equipment (HPLC, etc.), and follow strict GMP and ISO standards.









